Schreiben Sie uns einfach und bequem eine Nachricht. Wir melden uns schnellstmöglich bei Ihnen.
Multi Jet Fusion oder kurz MJF ist ein additives Herstellungsverfahren, das von der Firma HP entwickelt wurde. Es verwendet pulverförmiges Material zur Herstellung Ihrer Modelle und Bauteile, und ist dadurch dem 3D-Druck-Verfahren Binder-Jetting und SLS Lasersintern ähnlich.
Beim Multi Jet Fusion Verfahren wird mittels eines Inkjet Druckkopfes und zwei speziellen Binderflüssigkeiten in einem mit Pulver gefüllten Bauraum in das Pulverbett gedruckt.
Der Bauraum und das Materialbett werden während des Druckprozesses konstant erwärmt. Die nötige Energie, wird mithilfe der Wärmeeinstrahlung aus Infrarotlampen in das Pulver eingebracht, welche das Material zum Verschmelzen bringt.
Durch den Druckkopf wird auf die gewünschten Bereiche ein wärmeabsorbierendes, flüssiges Bindemittel, der „Fusing Agent“ von aufgetragen, um das selektive Verschmelzen des Materials im 3D-Druck zu ermöglichen. Durch seine schwarze Farbe absorbiert dieser mehr Energie als das umliegende weiße Material.


Um scharfe Kanten, feine Details und gute Oberflächenqualitäten zu erreichen, wird auf die Konturen der Modelle eine isolierende Flüssigkeit, der sogenannte „Detail Agent“, aufgetragen. Dadurch wird im HP Multi Jet Fusion eine klare Abgrenzung des aufgeschmolzenen Materials ermöglicht.
Wenn der Druckvorgang abgeschlossen ist, wird die Bauraum-Einheit aus dem Drucker entfernt.
Die Bauraum-Einheit (380 x 380 x 284mm) und die darin enthaltenen 3D-Druck Bauteile müssen nun gleichmäßig und kontrolliert abkühlen. Nach dem Abkühlvorgang können die 3D-Druck Bauteile vorsichtig aus der Bauraum-Einheit entnommen werden und das restliche Pulver wird mit Hilfe von Gebläsen und Bürsten entfernt.
Das gleichmäßige und kontrollierte Abkühlen ist notwendig, um das Risiko zu minimieren, dass dünne Wände sich wölben oder filigrane Bauteile sich verziehen. Um den Abkühlprozess für Multi Jet Fusion bei massiven und soliden Bauteilen zu beschleunigen, bietet HP die Möglichkeit durch die zusätzliche Processing Station.
Das Multi Jet Fusion Verfahren ist das schnellste 3D-Kunststoff-Druckverfahren, das sich sehr gut für das Prototyping oder für die Serienfertigung eignet. Bauteile aus dem HP Multi Jet Fusion Verfahren können eine Vielzahl von unterschiedlichen Anwendungen bedienen, da kosteneffizient filigrane Modelle sowie auch solide, mechanisch belastbare Bauteile gefertigt werden können.
PA12 (oder Nylon / Polyamid12) von HP Jet Fusion ist ein sehr hochwertiger technischer Kunststoff. Im Vergleich zum selektiven Lasersintern bietet das PA12 im Multi Jet Fusion -Verfahren eine erhöhte Dichte und somit auch eine erhöhte Festigkeit (siehe Datenblatt).
Nach dem Verarbeiten besitzt das weiße feinkörnige Pulver hervorragende Eigenschaften sowohl für die Herstellung von Prototypen als auch für Serienfertigung von Funktionsteilen und Endprodukten.
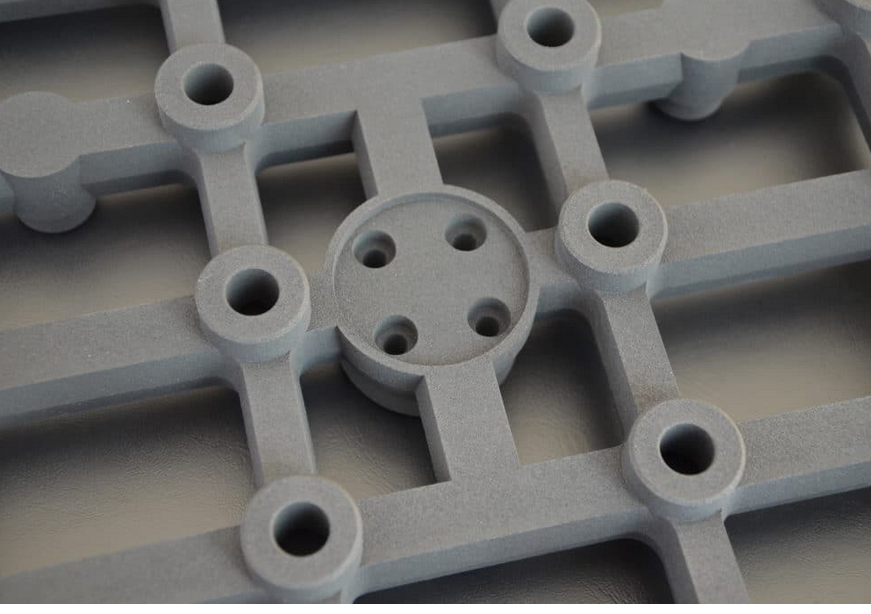
Nach dem 3D Druck haben die gefertigten Modelle eine graue leicht raue Oberfläche.
Die mechanischen Eigenschaften von PA12 ändern sich in Abhängigkeit von der Wandstärke Ihres Modells. Das heißt, bei einer Wandstärke von 0,6 mm ist Ihr Modell flexibel, und bei mehr als 2 mm Wandstärke wird es unelastisch.
Das Material ist licht- sowie wetterbeständig und besitzt eine hohe Stoßfestigkeit.
Das HP MJF PA12 bietet bei geringen Wandstärken eine hohe Flexibilität, wird aber bei Wandstärken ab 2mm unelastisch. HP MJF PA12 ist wasserbeständig aber nicht vollständig wasserdicht. Bei Temperaturen von über 187°C kann sich die Form des Modells erheblich verändern.
Die Modelle sind fast zu 100 Prozent druckdicht, auch dies ist abhängig von der Wandstärke.
Außerdem bietet das Polyamid12 herausragende chemische Beständigkeit gegenüber Reinigungsmitteln, Alkohol, Benzin, Fetten, und Ölen.
Isotropie ist bei dieser 3D-Drucktechnologie ein enormer Vorteil. Isotrop bedeutet, dass die Bauteile unabhängig von der Bauteilausrichtung besonders fest sind. Die Bauteilschichten sind homogen miteinander verschmolzen, da der „Fusing Agent“ auf allen Schichten verteilt ist.
Das PA12 ist REACH-, PAH- (EU REACH) und RoHS-konform.
Das Zertifikat der Biokompatibilität besitzt das HP MJF PA12 nach den Anforderungen USP Class I-VI und der Richtlinie der US-amerikanischen Behörde FDA für intakte Hautoberflächen.
Oberflächen
Für die Oberflächengestaltung bieten wir Ihnen verschiedene Möglichkeiten Ihrer 3D gedruckten Bauteile aus dem HP Multi Jet Fusion.
Da die standartmäßig graue Farbe der unbehandelten 3D Druck Bauteile leicht schwankt, bieten wir das Einfärben (im Tauchbad) in Schwarz zusätzlich an. Damit werden die leichten Farbabweichungen beseitigt, und dem Bauteil wird ein schönes einheitliches Erscheinungsbild gegeben.
Zusätzlich kann mittels Gleitschleifen die Oberfläche in Keramikschleifkörpern geglättet werden, hierdurch wird auf der Oberfläche ein seidiger Glanz erzeugt.
Das Gleitschleifen und eine Einfärbung und können natürlich auch kombiniert werden.
Das Lackieren der Oberflächen ist ebenso möglich. Hierbei kann man gerne auch einen RAL Farbton wählen. Zu beachten sind Farbabweichungen, die durch den Farbton des grauen Grundmodells entstehen können.
HP MJF PA12
0,6 mm (flexibel)
2 mm (steif)
0,3 mm
+/- 0,2 mm
+/- 0,3 %
Im HP Multi Jet Fusion 3D-Druck-Verfahren beträgt der maximal nutzbare Bauraum 380 x 380 x 284mm
Größere Modelle können natürlich gezielt geteilt, und nach der Fertigung gefügt werden.
Schreiben Sie uns einfach und bequem eine Nachricht. Wir melden uns schnellstmöglich bei Ihnen.
Geben Sie bitte alle notwendigen Daten an und beschreiben Sie kurz worum es geht. Nennen Sie uns zudem die Uhrzeit, zu der Sie am besten erreichbar sind. Wir melden uns schnellstmöglich telefonisch bei Ihnen.